Mehrere Beiträge auf Instructables zum Thema Lasercutter / Laserplotter / Laserengraver motivierten mich ebenfalls einen Lasercutter zu bauen.
Ich verwende folgende Bauteile:
- Steppermotor Wantai 42BYGHW609
- Arduino Uno R3
- CNC Shield V3
- Polulu A4988 Stepperdriver
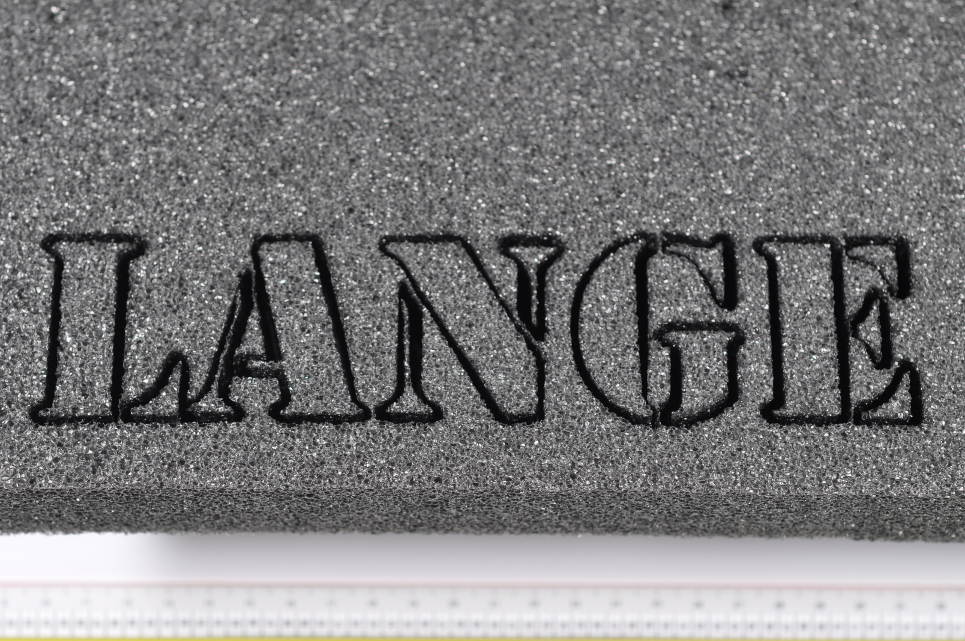
- 3W Blue Light Laser Module 450nm
und Kleinkram wie Kugellager, Microschalter, Schrauben verschiedenster Größen, Holz (Multiplexplatte) usw.
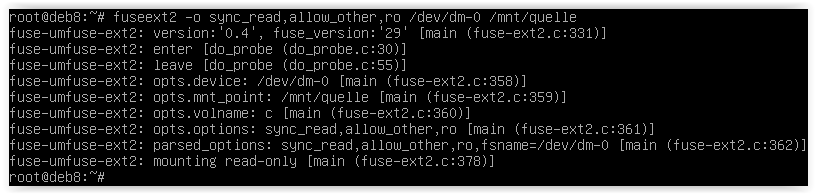
Auf dem Arduino läuft grbl, aktuell in der Version 1.1e. Diese Version unterstützt u.a. Endstop, Homing und Lasermode. Zur Ansteuerung verwende ich “Universal Code Sender, ugsplatform” aus Januar 2017.
Etwas kompliziert vom Verständnis war die Orientierung der Achsen. Dies ist wichtig, wenn das Homing richtig durchgeführt werden soll.
Hierzu schreibt der Entwickler:
When you move the y-axis positive, your mill table should be moving toward you.
For positive x, the mill table should be moving to the left.
Sobald das Homing erfolgreich durchgeführt wurde weiß grbl wo die Homeposition mit x=0 und y=0 ist. Bei mir ist das oben rechts auf der Arbeitsfläche. Der gesamte Arbeitsbereich befindet sich dann im negativen Bereich, z.B. bis x=-200 und y=-200.
Nach dem Finden der Home Position ist die Startposition für den Laser irgendwo im (negativen) Bereich der Arbeitsfläche zu setzen. D.h. in ugsplatform manuelles Fahren an z.B. -195, -195 und setzen der Startposition mit “Reset Null”. Beim Abarbeiten eines Jobs beginnt der Laser an dieser Nullposition.


 Diesen Artikel drucken
Diesen Artikel drucken